
Ценообразование электронных изделий
Владимир Городов, инженер, ООО «ЭЛЕКТРОН-СЕРВИС-ТЕХНОЛОГИЯ»
Аркадий Медведев, проф. МАИ
Для России характерно создавать проекты электронных изделий, не считаясь с себестоимостью конечного продукта. Причем зачастую это происходит всего-навсего от незнания составляющих себестоимости. В статье изложен ряд соображений, которые, мы надеемся, помогут нашим читателям выбрать из альтернативных вариантов те, что все-таки хоть в какой-то мере позволят снизить цену проекта, упростить производственный цикл, создать лучшие условия для технологического обеспечения качества и надежности проектируемого изделия.
В зарубежной практике уже сложились определенные принципы совместной поэтапной работы конструктора и технолога:
— обеспечение технологичности — Design for Manufacturability (DfM);
— обеспечение возможности сборки — Design for Assembly (DfA);
— обеспечение контролепригодности — Design for Testability;
— и, наконец, обеспечение надежности — Design for Reliability.
Требования к этим процессам взаимодействия всех служб и подразделений предприятия при проектировании и изготовлении электроники изложены в зарубежных стандартах, в частности, в IPC-A-620, ANSI/J-STD-001,
IPC-SM-785, IPC-D-279 [1].
Однако зачастую авторы проектов в процессе конструирования совершенно оторваны от производства. И когда они, наконец, приступают к общению с производителем, обнаруживаются досадные огрехи, которые можно было бы устранить, если бы они изначально имели рядом технологов производства. Нежелание, а иногда и несвоевременность переделки проекта приводит к досадным издержкам производства, росту цены заказа.
Давайте попробуем определить составляющие ценообразования печатных плат и электронных модулей, чтобы осознанно — а не наобум! — идти на усложнение проектов, если это необходимо для полноценного функционирования изделий [2].
Выбор материалов
Самым распространенным в России материалом для изготовления печатных плат является FR-4 с различными толщинами фольги, собственно фольгой с одной и двух сторон, и с температурой стеклования порядка 135°С. В то же время, в последнее время в связи с известной необходимостью использования пайки бессвинцовыми припоями приходится использовать материалы с большей температурой стеклования (например, High Tg FR-4), которые дороже примерно на 30%. Еще более удорожаются материалы монтажных подложек для высокочастотных модулей (HF FR-4). И в еще большей мере удорожают проект гибкие материалы (Roger 4003, Arlon 25FR, TLC-32), но их применение неизбежно для решения ряда конструкторских задач. Приходится считаться с тем, что гибкие платы, хотя сами по себе они и дороже, способны заменить трудоемкий проводной монтаж, не говоря о конструкциях, где гибкость межсоединений просто необходима [3]. На рисунке 1 показана сравнительная стоимость различных материалов печатных плат.
Надо отметить, что мы зачастую не замечаем материалов типа гетинак-сов (XPC) или дешевых материалов на эпоксидной основе с наполнением стеклянным шпоном (CEM3), считая их настолько «несерьезными», что о них даже думать не хочется. Тем не менее, материалы типа CEM мало уступают по свойствам традиционным FR-4, но они дешевле и обрабатываются лучше, потому выигрыш от их использования неоспорим.
Количество слоев
В первую очередь, количество слоев опять-таки связано с количеством используемого материала. Нужно еще учитывать, что тонкие фольгированные диэлектрики намного дороже обычных. Поэтому, если есть возможность развести плату в двух слоях, даже при использовании узких проводников и зазоров, целесообразно использовать этот вариант. Если это оказывается невозможным, следует пробовать разместить топологию межсоединений в четырех слоях, используя два внутренних слоя для размещения цепей земли и питания. Переход на большую, чем четыре, слой-ность сопряжен с пропорциональным удорожанием плат из-за расхода материала. Поэтому лучше уплотнить рисунок, чем увеличивать слойность плат для размещения всех межсоединений.
Следует учитывать, что переход от двусторонней платы к четырехслойной не слишком удорожает процесс — добавляется только операция прессования. Большая же слойность ставит проблемы совмещения элементов межсоединений в многослойных структурах, решение которых тоже связано с определенными издержками. На рисунке 2 хорошо видно, как скачкообразно растет стоимость изготовления печатных плат при слойности выше четырех.
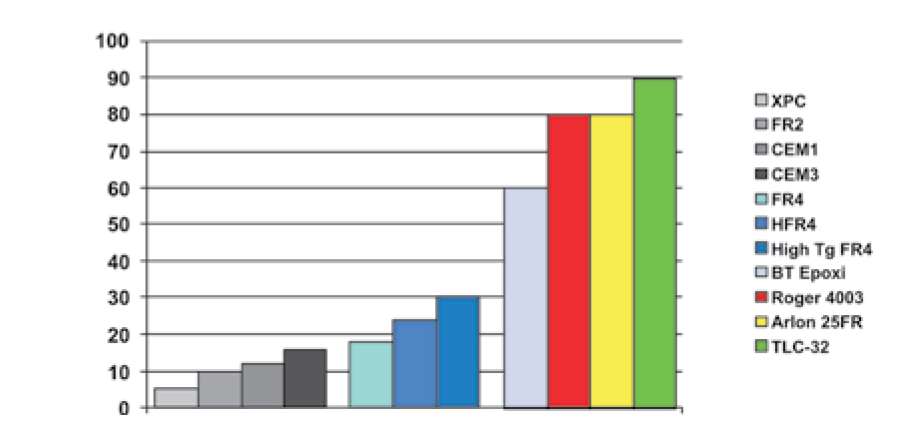
Рис. 1. Стоимость различных материалов печатных плат [2]
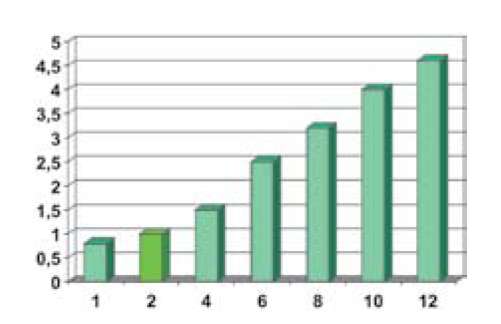
Рис. 2. Изменение масштаба цен от слойности плат [2]
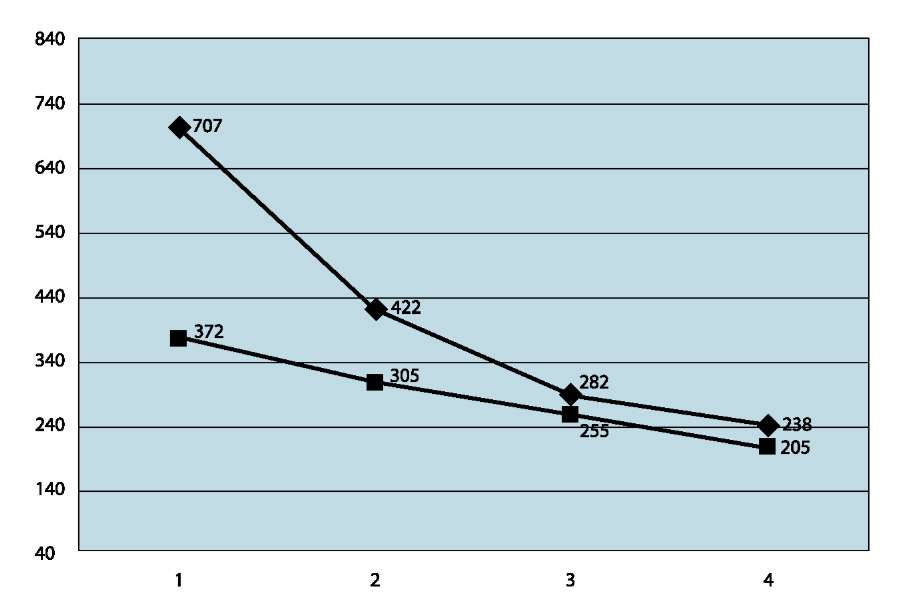
Рис. 3. Добавление операций обработки плат сопряжено с их удорожанием [2]
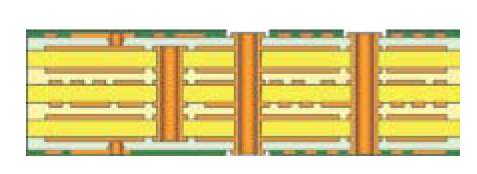
Рис. 4. Изменение цены плат (руб./дм2) в зависимости от объема заказа: 1 — до 20 дм2, 2 — до 50 дм2, 3 — до 100 дм2, 4 — до 200 дм2. Верхняя кривая — средние значения цен, нижняя — минимальные значения
Вообще, изготовление многоуровневых плат связано с многоступенчатой обработкой заготовок на каждом из уровней: многократное сверление и прессование, фотохимические процессы, металлизация переходов между каждым уровнем. На рисунке 3 показан пример типовой печатной платы, при изготовлении которой придется провести ряд технологических операций, каждая из которых внесет свой вклад в удорожание продукта.
В таблице 1 и сопровождающих ее диаграммах (рис. 5—9) показано, как меняется структура ценообразования по мере усложнения конструкций плат.
На стоимости плат сказывается и объем заказа. На рисунке 4 показаны на примере четырехслойных плат изменение их стоимости в зависимости от объема заказа. Из графика видно что кратность изменения цены может составлять от двух до трех.
Всем понятна, хотя и с трудом формализуется связь цены заказа со сроками изготовления. На предприятиях, где налажена электронная служба диспетчеризации, когда срочному заказу можно создать приоритет без ущерба для текущего производства, цена заказа изменится от срочности исполнения незначительно. Когда же срочный заказ «носят на руках» и ради него останавливают основной поток производства, цена возрастает «в разы».
Таблица 1.1
|
Расчетная производительность 3м2 печатных плат в час |
||||||
|
Из них: |
ДПП-3 |
ДПП-5 |
МПП-3 |
МПП-5 |
МПП-5Н |
ГПК, ПИ |
|
0,70 |
0,59 |
0,75 |
0,57 |
0,29 |
0,1020 |
|
Таблица 1.2
|
№ п/п |
Составляющие затрат в себестоимости за дм2, долл. |
ДПП-3 |
ДПП-5 |
МПП-3 |
МПП-5 |
МПП-5Н |
ГПК, ПИ |
|
1 |
Расходы на химию |
0,1765 |
0,1765 |
0,2115 |
0,2138 |
0,2208 |
0,1990 |
|
2 |
Базовые материалы |
0,4063 |
0,4063 |
0,6413 |
1,0194 |
0,7788 |
4,9268 |
|
3 |
Вспомог. материалы |
0,0459 |
0,0459 |
0,1083 |
0,1094 |
0,1130 |
0,0459 |
|
4 |
Фотошаблоны |
0,0042 |
0,0066 |
0,0151 |
0,0198 |
0,0275 |
0,0099 |
|
5 |
Фотолитография/ТП |
0,0635 |
0,2529 |
0,3363 |
0,4081 |
0,5273 |
0,2529 |
|
6 |
Инструмент/штампы |
0,0916 |
0,1343 |
0,2974 |
1,0820 |
2,6413 |
0,6715 |
|
7 |
Трафаретные печатные формы |
0,0015 |
0,0063 |
0,0063 |
0,0063 |
0,0063 |
0,0063 |
|
8 |
Расходы на финишные покрытие |
0,0204 |
0,0204 |
0,0217 |
0,0219 |
0,0226 |
0,0204 |
|
9 |
Холодная вода |
0,0072 |
0,0072 |
0,0152 |
0,0231 |
0,0358 |
0,0072 |
|
10 |
Горячая вода для промывки |
0,0244 |
0,0244 |
0,0519 |
0,0787 |
0,1219 |
0,0244 |
|
11 |
Электроэнергия |
0,0172 |
0,0172 |
0,0208 |
0,0208 |
0,0212 |
0,0212 |
|
12 |
Трудозатраты |
0,0679 |
0,0939 |
0,1425 |
0,1882 |
0,2538 |
0,1001 |
|
Итого прямых затрат за дм2 |
0,9265 |
1,1918 |
1,8683 |
3,1914 |
4,7703 |
6,2855 |
|
Анализ рынка демонстрирует большое разнообразие цен у разных производителей. Что это, рыночный торг или объективная реальность факторов ценообразования? Конечно, любому производителю хочется как можно быстрее оправдать вложенные в оборудование и обучение персонала средства, чтобы двигаться дальше. Но многое зависит и от непомерно больших накладных расходов. Одни из них, такие как расходы на водоснабжение, энергопотребление, на оплату труда обслуживающего персонала, поддаются расчету и, значит, ими можно управлять. Но, к сожалению, у нас наблюдаются очень большие издержки на управляющий персонал (дирекция, кадровые и бухгалтерские службы, охрана, персональный автотранспорт и т.д.). Там, где автоматизация управления соответствует современному уровню, издержки гораздо меньше, и это тоже сказывается на ценообразовании. И поскольку надстройка над основным производством может быть разная, минимальные по статистике рынка цены могут значительно отличаться от средних [4].
Безусловно, ценообразование — процесс многофакторный, трудно поддающийся расчету, тем более что в него заложено множество субъективных факторов. Но забота о снижении цены проекта априори должна стоять в основе работы проектировщика аппаратуры, если он собирается выводить свое изделие на свободный рынок. Авторы данной статьи в этом анализе не первые, они пошли вслед за проработками специалистов отечественной компании гСАВ-Эрикон (в частности, см. Алексей Ревков: «Факторы, влияющие на стоимость печатных плат» [2]), лишь добавив результаты своих расчетов. Однако тема эта практически не исчерпаема, и мы обязательно продолжим ее с целью упорядочения ценовой политики на российском рынке электроники.
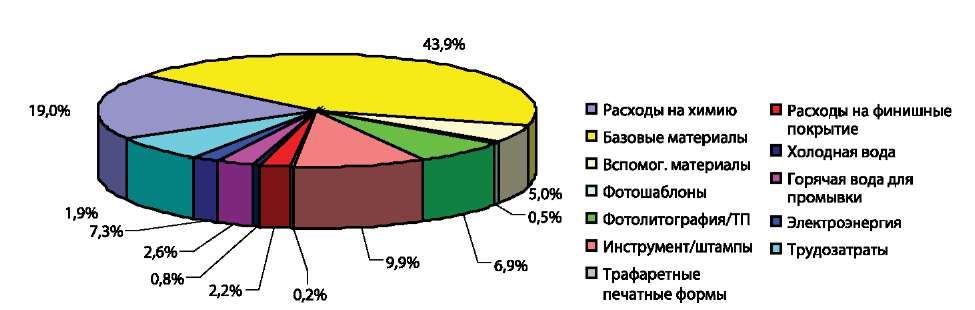
Рис.5. Распределение затрат для ДПП-3

Рис.6. Распределение затрат для ДПП-5
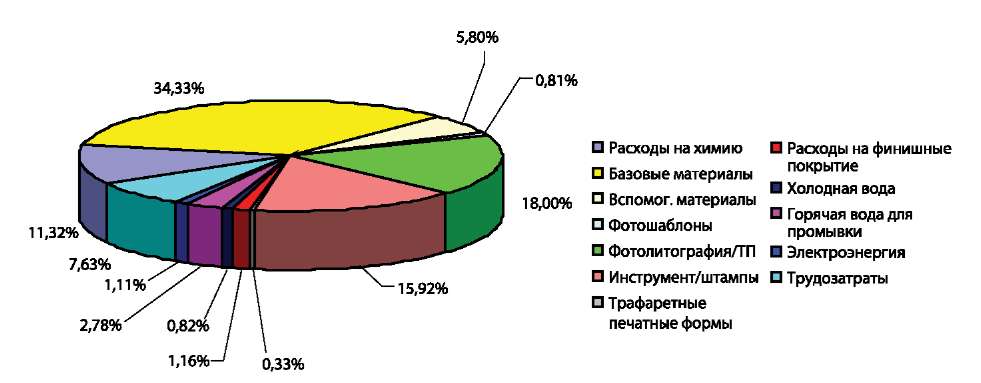
Рис.7. Распределение затрат для МПП-3

Рис.8. Распределение затрат для МПП-5
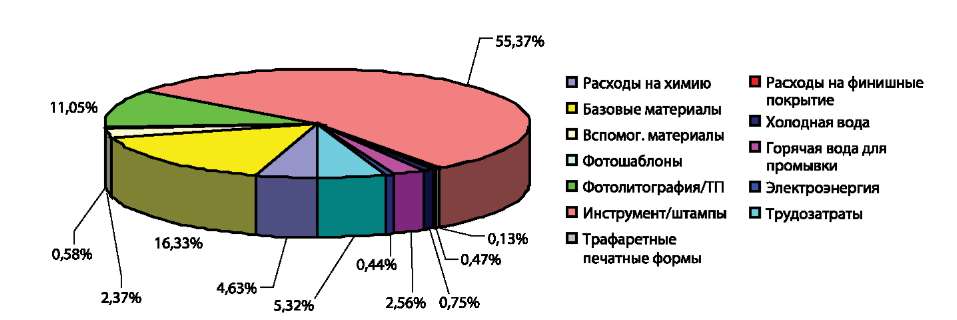
Рис.9. Распределение затрат для МПП-5Н