
Технология получения тонких проводников и металлизация плат — противоположные задачи, одно решение
Стивен Кении, Берт Реенц, компания Atotech Deutschland GmbH, Германия
В настоящей статье представлены новейшие результаты, полученные на горизонтальной системе осаждения меди Uniplate InPulse 2, обеспечивающей равномерное распределение покрытия наряду с новым методом металлизации заготовки платы, при котором заполняются глухие микроотверстия и требуется минимальное осаждение меди на поверхности.
Постоянно растущие требования увеличения плотности рисунка печатных плат объясняют потребность в более тонких проводниках и меньших расстояниях между ними наряду с повышенными рабочими характеристиками на высоких частотах. Оба фактора должны быть достигнуты в условиях ужесточающейся экономической конкуренции вследствие значительного роста цен на сырье, а также запросов производителей конечного оборудования.
Стандартный метод получения тонких проводников и меньших расстояний — это использование различных способов меднения токопроводя-щего рисунка. Однако эта технология не дает равномерного покрытия из-за колебаний плотности рисунка и ширины нарисованных проводников. В результате меняющийся профиль проводника плохо согласуется с растущими требованиями к рабочим характеристикам на высоких частотах, особенно, к точности сопротивления.
С другой стороны, меднение заготовки платы целиком обеспечивает равномерное распределение покрытия, а также лучшие характеристики на высоких частотах, в частности, узкий диапазон общего сопротивления. Увы, критическим недостатком методики осаждения покрытия на поверхность платы, так, чтобы толщина медного слоя достигла желаемой величины, а медь заполнила глухие микроотверстия (общепринятое требование к высокоплотным рисункам), является то, что травление не может обеспечить получение проводников и расстояний между ними в пределах допустимых отклонений.
В настоящей статье представлены новейшие результаты, полученные на Uniplate InPulse 2 — горизонтальной системе осаждения меди, обеспечивающей равномерное распределение покрытия наряду с новым методом металлизации заготовки платы, при котором заполняются глухие микроотверстия и требуется минимальное осаждение меди на поверхности.
Глухие микроотверстия, обычно имеющиеся в платах для ручных приборов, имеют глубину 70 мкм и диаметр 100 мкм и легко заполняются медью при осаждении ее на поверхности толщиной лишь 15 мкм. Это отвечает требованиям ширины проводника 50 мкм и такому же расстоянию между ними. Также, благодаря небольшой толщине слоя меди, обеспечивается значительная экономия не только металла, но и паяльной маски и химикатов для травления. Процесс получил широкое признание среди производителей массовой продукции печатных плат с плотной разводкой.
Описание технологии
В последнее время процессы для заполнения глухих микроотверстий широко применяются как для ин-терконнекторных устройств, так и для ручных приборов. Эти процессы внедряются в горизонтальных и вертикальных линиях [1]. Применение стандартных процессов для металлизации глухих микроотверстий, применяемых в платах ручных приборов,
требует толщины покрытия до 30 мкм, чтобы обеспечить остаточное углубление в глухом отверстии менее 10 мкм, в зависимости от соотношения глубины отверстия и качества сверления. Толщина слоя меди очень зависит от материала основы, на которой делают микроотверстия. В настоящее время в производстве мобильных телефонов все чаще применяют армированые стекловолокном материалы марки И14, которые выдвигают более высокие требования к процессу сверления по сравнению с основами типа ЖСЕ Однако очень важную роль играет цена сверления, и часто сверление не обеспечивает микроотверстия нужной формы. Обычно чем сложнее процесс заполнения микроотверстия медью, тем больше требуется осаждения меди на поверхности для получения желаемого качества остаточного углубления. На рисунке 1 показаны разные формы глухих микроотверстий, получаемые после сверления. Процесс получения самого удобного для заполнения микроотверстия обычно бывает самым трудоемким и дорогим в массовом производстве — это сверление лазером. Кроме того, наблюдаются характерные отклонения в армированном стеклом материале в результате переплетения самого стекла.
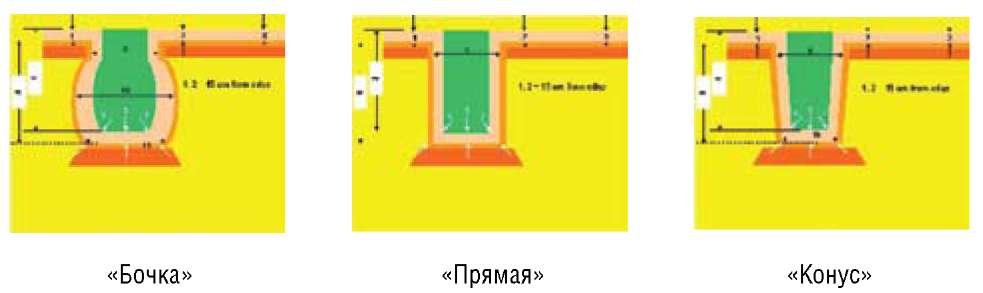
Рис. 1. Виды глухих микроотверстий после сверления
Форма «конус» — самая предпочтительная для металлизации форма
глухих отверстий, но она получается довольно редко, за исключением случаев, когда основой служит интеркон-некторное устройство с однородным базовым материалом, и не выдвигаются такие высокие требования к лазерному сверлению.
На рисунке 2 показано типичное глухое отверстие, заполненное в вертикальной линии, форма отверстия «бочка», с одной стороны отверстия наблюдаются небольшие выступы медной фольги и стекловолокна.
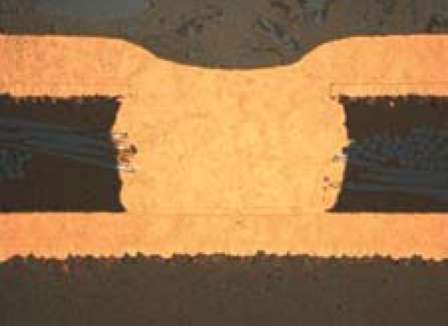
Рис. 2. Заполненное глухое микроотверстие. Производство в вертикальном оборудовании. Верхний слой — медь 30 мкм, диаметр 110 мкм, глубина 75 мкм
Покрытие на плату наносилось при постоянном токе с применением нерастворимых анодов для обеспечения наилучшего распределения покрытия на поверхности. Плотность тока составила 1,5 А/дм2, это означает, что для получения остаточного углубления меньше 10 мкм осаждение покрытия должно продолжаться примерно 90 минут.
Самое важное требование при высокой плотности рисунка схемы — это тонкие проводники и небольшое расстояние между ними. В настоящее время в производстве мобильных
телефонов уже установлен стандарт проводников и расстояния между ними 75 мкм, но уже намечается и стандарт 50 мкм. При осаждении покрытия на плату целиком (см. рис. 2) возможности получения тонких проводников ограничены просто толщиной слоя медного покрытия. Эту проблему можно решить путем использования тонкой медной фольги, но придется принять, что при толщине медной фольги 5 мкм для описанной технологии осаждения покрытия на плату предел толщины проводника и расстояния между проводниками составит примерно 75…80 мкм.
Во избежание этих ограничений, надо подумать об осаждении рисунка меди или применении комбинации осаждения рисунка и покрытия платы целиком, но в таком случае явно возникнет проблема распределения медного рисунка на поверхности платы. Этот аспект никак нельзя игнорировать, когда речь идет о высоких частотах с определенным диапазоном полного сопротивления. Осажденный медный рисунок не отвечает установленным требованиям к распределению покрытия, как и производительности при высоких плотностях тока. Требование к заполнению глухих отверстий также представляет определенную проблему для технологии осаждения медного рисунка. На рисунке 3 графически показаны вариации остаточного углубления в зависимости от толщины медного покрытия.
На рисунке 3 показано, как меняется углубление в относительно несложном глухом отверстии диаметром 80 мкм и глубиной 40 мкм при изменении толщины медного слоя. При толщине 10 мкм углубление все еще составляет 40 мкм, еще не произошло заполнения и углубление соответствует первоначальной глубине микроотверстия. После осаждения покрытия толщиной 20 мкм, углубление достигает примерно 10 мкм, что является минимально возможной глубиной глухого отверстия, получаемого методом заполнения. При толщине покрытия от 15 мкм до 20 мкм, углубление уменьшается от 30 мкм до 10 мкм. Это означает, что изменение толщины медного покрытия на 5 мкм меняет углубление до 20 мкм.
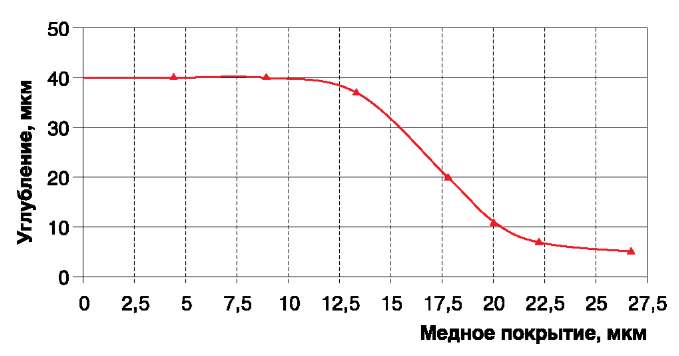
Рис. 3. Зависимость глубины остаточного углубления от толщины покрытия в глухих микроотверстиях (глубина 40 мкм, диаметр 80 мкм, ток 1,5 А/дм2)
Главные требования сегодняшнего дня, и тем более будущего, к ручным устройствам таковы: глухие микроотверстия должны быть заполнены с небольшим остаточным углублением, и медное покрытие при этом должно быть тонким и равномерно распределенным по всей поверхности платы. Все эти факторы способны обеспечить получение схемы с возможным допуском проводников и расстояний между ними до 50 мкм.
Получение тонких проводников в InPulse 2
Благодаря применению сегментов нерастворимых анодов (см. рис. 4), система InPulse 2 обеспечивает хорошее распределение медного покрытия.

Рис. 4. Блок сегментов нерастворимых анодов, обеспечивающий оптимальное распределение покрытия на поверхности
(видны четыре отдельно управляемых сегмента)
Производство плат с тонким слоем медной фольги, толщиной вплоть до 1 мкм, успешно осуществляется на специально предназначенном для этого оборудовании. Стандартные глухие микроотверстия могут заполняться, как показано на рисунке 5.
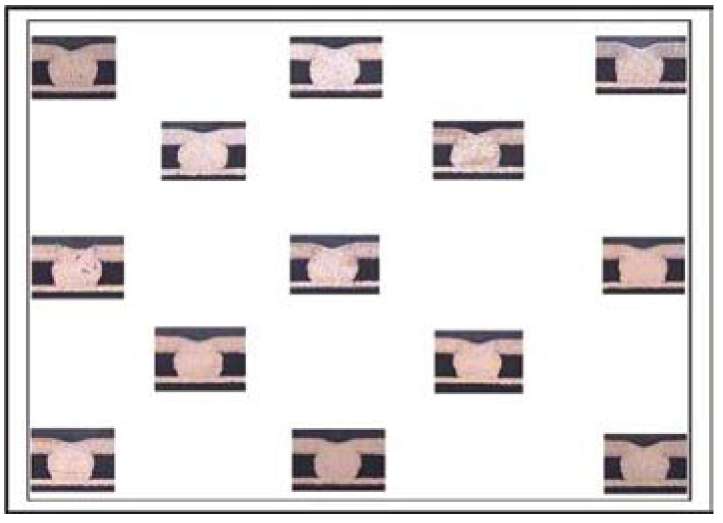
Рис. 5. Однородность глухих микроотверстий, заполняемых на стандартной плате
В стандартном процессе заполнения глухих микроотверстий используются стандартные параметры импульсного электроосаждения. Результаты показаны на рисунке 6.
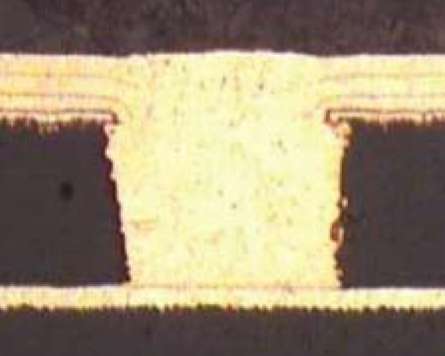
Рис. 6. Заполнение глухих микроотверстий в горизонтальном оборудовании (диаметр 110 мкм, глубина 80 мкм, толщина покрытия 27 мкм, остаточное углубление 0 мкм)
Качество заполнения в этом образце хорошее, в микрошлифе не видно углубления, и результаты заполнения равномерны по всей панели, но толщина осажденного медного покрытия находится в пределах, которые обычно наблюдаются в вертикальном оборудовании, работающем на постоянном токе, и не удается достичь предела проводник/расстояние между проводниками равного 50 мкм. Однако в противоположность вертикальным системам, где осаждение занимает от 60 до 90 минут, более высокая плотность тока позволяет сократить время осаждения до 30…40 минут. Даже стандартное заполнение глухих микроотверстий в горизонтальном оборудовании протекает быстрее, чем в вертикальном.
Главным фактором, позволяющим получить тонкие проводники в InPulse 2, является применение модифицированных параметров импульсов, как описано в [2]. Обычно применение высокой плотности тока обратной пульсации дает значительное сокращение времени осаждения покрытия для достижения нужного заполнения углубления. Состав электролита меднения модифицируется с целью улучшения заполнения глухих отверстий, это означает поддержание более высокой концентрации меди по сравнению с серной кислотой и органических добавок в нужных пределах. Применение процесса «Super Filling* позволяет уменьшить толщину меди на поверхности и в то же время выдержать углубление после заполнения в пределах менее 10 мкм. На рисунке 7 показан образец применения «Super Filling* с неидеальным глухим микроотверстием.
Рис. 6. Заполнение глухих микроотверстий в горизонтальном оборудовании (диаметр 110 мкм, глубина 80 мкм, толщина покрытия 27 мкм, остаточное углубление 0 мкм)
На рисунке 7 показано отлично заполненное глухое отверстие с отчетливыми выступами стекловолокна, однако углубление составляет менее 10 мкм.
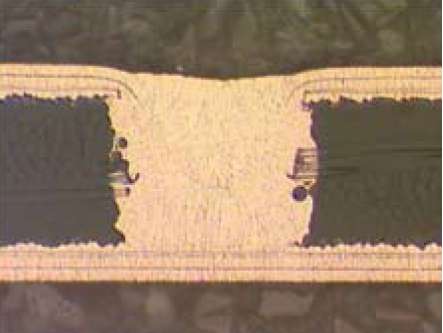
Рис. 7. «Суперзаполнение» глухого микроотверстия с выступами стекловолокна в материале FR4 (диаметр 130 мкм, глубина 110 мкм, толщина покрытия 20 мкм, углубление < 10 мкм, время осаждения покрытия 29 минут)
На рисунке 8 показано заполненное глухое отверстие при толщине покрытия меньше 15 мкм. Допуская, что толщина исходной медной фольги 5 мкм, а предварительная металлизация — 2.3 мкм, общая толщина меди, подлежащей травлению, составляет 20.25 мкм, такой процесс может обеспечить требования получения тонкой линии.
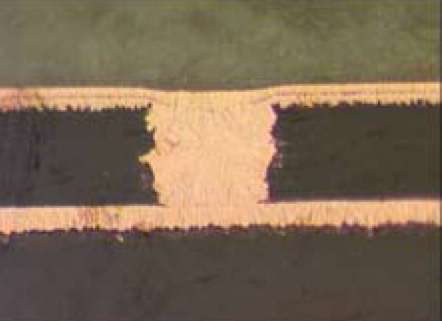
Рис. 8. «Суперзаполнение» глухих микроотверстий при минимальной толщине покрытия поверхности (диаметр 90 мкм, глубина 65 мкм, толщина покрытия 12 мкм, углубление < 5 мкм, время осаждения 25 минут)
(результаты микрошлифов)
Выводы
Горизонтальное оборудование для осаждения покрытия с нерастворимыми анодами позволяет получить продукты высокого качества при значительной экономии затрат. Исключение операции обслуживания анодов и равномерное распределение покрытия по всей поверхности являются главными факторами, обеспечивающими стабильность производства и возможность работать на операции металлизация отверстий (меднение) по схеме «мокрый — мокрый». Более высокие плотности тока можно осо-
бенно успешно применять для получения глухих микроотверстий, так как это дает значительную экономию времени при обработке, как в стандартном вертикальном оборудовании, так и в оборудовании конвейерного типа.
Кроме высокого качества, процесс «Super Filling* предоставляет много других возможностей в производстве глухих микроотверстий методом заполнения, как с технической, так и с экономической точки зрения. Тонкий слой меди, осаждаемый на поверхности платы, позволяет получать тонкие проводники и соблюдать требуемый зазор между ними. Экономия средств в результате меньшего количества осаждаемой меди очевидна — примерно 1,5 долл. США на каждый квадратный метр платы (зависит от рыночной цены меди). Отличное распределение покрытия гарантирует не только получение хорошего качества заполненных глухих отверстий, но и
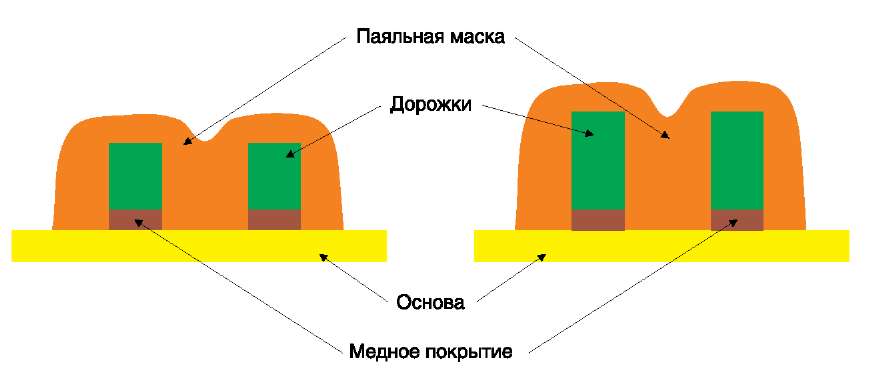
Рис. 9. Схема экономии паяльной маски при меньшей толщине медного покрытия
дает экономию паяльной маски, что схематично показано на рисунке 9.
Равномерное распределение медного покрытия по поверхности платы позволяет уменьшить потребление паяльной маски, обеспечить меньшее количество корректировок и меньше
затрат рабочего времени оператора. Определенную экономию дает и тот факт, что травлению подлежит более тонкий слой меди, следовательно, упрощается и обработка сточных вод.
Процесс «Super Filling* уже нашел широкое применение в производстве
мобильных телефонов, особенно новейших моделей.
ЛНТЕРАТУРА
1. Kenny S., Reents B. Production processes in horizontal and vertical technology for blind micro via filling//Proceedings of the European PCB Convention EIPC-2004.
2. Chao B., Chien S., Reents B. Horizontal plating process for blind microvia and through hole filling//Proceedings of the TPCA Forum TPCA-2006.
Данная статья была представлена в виде доклада на конференции «Печатные платы и электронные модули. Проектирование, технология, производство», проведенной в октябре 2007 года в Санкт-Петербурге компанией «Петрокоммерц».