
Технология печатных плат. Эволюция или революция?
Аркадий Медведев,Д.Т.Н., профессор МГАИ (ТУ), научный консультант ОАО «Электрон-Сервис-Технология»
Вести с IV российской конференции по печатным платам — «роскон-2001»
Аудитория конференции РОСКОН-2001 была представлена специалистами развивающихся маломасштабных производств, с одной стороны, и фирмами, предлагающими оборудование и материалы, с другой. Направленность докладов и обсуждений по существу соответствовала информационным потребностям этой аудитории. Как, впрочем, и реальному состоянию рынка.
На рынке технологий печатных плат (ПП) идет постоянное обновление процессов, материалов и оборудования для миниатюризации межсоединений. Если задаться вопросом, вынесенным в заголовок, можно с уверенностью ответить: «В области технологий идет неуклонное эволюционное развитие, при котором освоенные в производстве базовые технологические принципы остаются прежними». И лишь в области конструкций ПП наблюдается качественный переход к дальнейшему уплотнению компоновки элементов и соответствующее ему увеличение плотности межсоединений. Тенденции таковы, что увеличение интеграции элементной базы сопровождается уменьшением дезинтеграции на следующем уровне межсоединений — на ПП. Эти тенденции проявляются в увеличении плотности монтажа с использованиемБМТ-технологий, уменьшением размеров проводников и переходных отверстий, использовании многоуровневых соединений в многослойных структурах. При этом прежние конструкции ПП не исчезли, их доля на рынке не уменьшается. В текущем производстве ПП равноправно функционируют все ранее состоявшиеся технологии наряду с новыми, к числу которых относятся:
— технология производства односторонних ПП на основе трафаретной печати и химического травления;
— технология производства двусторонних ПП до 3 класса точности на основе тентинг-процесса и горячего облуживания;
— технология производства многослойных печатных плат (МПП) 4 и 5 класса точности на основе комбинированного позитивного метода (pattern-plating);
— технология производства МПП 5 и более класса точности с полуаддитивными процессами формирования рисунка монтажного поля на наружных слоях и с выполнением переходов в виде глухих (via) отверстий для присоединения к внутренним слоям.
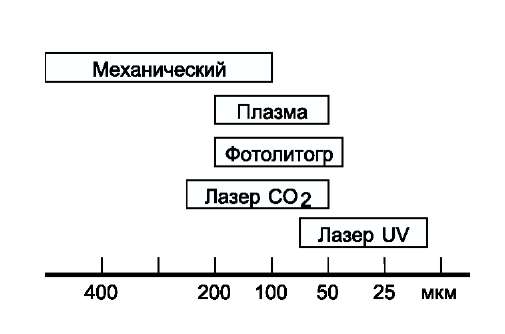
Рис. 1. Методы изготовления глухих микроотверстий в печатных платах
Что касается объемов производства, то если для зарубежных заводов оптимальным считается объем порядка 28 м2/ч, для российских — 4…12 м2/ч. С таких объемов начинается рентабельность автоматизации процессов, оснащения процессов технологическими линиями, прецизионными высокопроизводительными машинами для изготовления фотошаблонов,
Таблица 1. Характеристики монтажного поля для BGA с шагом матрицы 0,5 мм (диаметр шарикового вывода 0,3 мм)
|
Диаметр глухого отверстия, мкм |
Количество выводов |
Диаметр монтажной площадки, мкм |
Количество трасс между выводами на внутренних слоях |
|
75 |
125 |
250 |
7 |
|
100 |
200 |
250 |
5 |
|
125 |
225 |
250 |
5 |
сверления, фрезерования, оптического и электрического контроля.
Вместе с тем для российских НИИ и КБ характерно желание иметь свое прототипное (лабораторное) производство для отработки проектных решений. Объем такого производства оценивается в 0,1…0,3 м2 в смену. Немцы по этому поводу говорят: «Klein, aber main» (маленькое, но мое). Лабораторное производство становится рентабельным для НИИ и КБ, если оно оперативно решает задачи создания полноценных серий-носпособных образцов электронных модулей, что называется, «с листа». Тогда отработанные в лабораториях проекты могут быть без потерь переданы в серийное производство.
Обзор материалов конференции, проходившей в рамках «IPC EXPO 2001», сделал генеральный директор СПбЦ «ЭЛМА» (г. Санкт-Петербург) Терешкин В.А., организатор конференции. Он отметил тенденцию значительного увеличения объемов производства МПП с глухими отверстиями (via). С увеличением плотности компоновки и рабочих частот возникла необходимость в кондуктивном теплоотводе, которая решается введением в МПП толстого (до 0,6 мм) металлического слоя (core), на который организуется теплосток от «горячих» компонентов. Желая уменьшить монтажную площадь, производители все чаще используют компоненты с матрицей шариковых выводов (BGA) с шагом 1,0…1,27 мм и MicroBGA (MBGA) с шагом 0,3…0,5 мм. В связи с этим уменьшаются размеры присоединительных элементов и увеличивается плотность трасс между ними (см. табл. 1). Ширина проводников для таких конструкций уменьшается до 50 и 25 мкм. Такие линии воспроизводятся полуаддитивной технологией с дифференциальным травлением.
Для реализации такой плотности MBGA-компонен-ты переносят на отдельный полиимидный носитель, которым оборачивают пакет кристаллов с четырех сторон, образуя объемную систему межсоединений (Stacked package).
В формировании глухих отверстий используют альтернативные варианты технологий, показанные на рисунке 1. Для реализации конструкций прецизионных МПП рынок затребовал еще более высоких точностей позиционирования для сверления с суммарной погрешностью не хуже 18 мкм. Большое количество и разнообразие форм сверлений удовлетворяется магазинами сверел до 600 штук. Производственная надежность сверлений обеспечивается системой тестирования состояния сверл, а для сверления глухих отверстий на заданную глубину устанавливается перемещение по вертикальной оси от момента электрического контакта сверла с металлической поверхностью платы.
Из финишных покрытий начинают преобладать серебро (гальваническое, как металлорезист, и иммерсионное для тентинг-процесса) и органический ингибитор (органическое защитное покрытие), позволяющие сохранить паяемость в течение длительного времени (до одного года).
В оборудовании для химико-гальванического производства получило развитие направление горизонтальных линий, преимущество которого состо-
ит в интенсивном нагнетании электролита в металлизируемые отверстия. Оно позволяет обеспечить активный обмен раствора в тонких отверстиях и многократно увеличить производительность процесса металлизации.
Повсеместный переход массового производства на прямую металлизацию и тентинг-процессы поддерживается расширением рынка химреактивов и вспомогательных материалов.
Современные требования по изъятию из производства свинца привели к необходимости использования бессвинцовых припоев, что потребовало от ПП большей нагревостойкости при облуживании и пайке (см. табл. 2.). В ответ на это на рынок базовых материалов поступили нагревостойкие стеклоэпок-сидные диэлектрики, полиимиды с температурой стеклования порядка 200°С. Увеличилось разнообразие материалов для СВЧ-техники, в том числе полиимиды с армированием кварцевыми нитями. Их относительная диэлектрическая пронцаемость (er) стала ниже 3, тангенс угла потерь (tgd) — 0,001 (для сравнения: стеклоэпоксидные композиции имеют er = 5,5 и tgd = 0,01).
Среди методов тестирования межсоединений промышленную реализацию находят бесконтактные методы, имеющие преимущества перед «fly probe» в заметном увеличении производительности и различении дефектов геометрии зазоров и проводников. Однако результаты тестирования бесконтактными методами не идентифицируются современной системой стандартизации, опирающейся на электрическую метрологию качества.
Оценивая современное состояние технологий ПП за рубежом (Терешкин В.А.), было отмечено, что применяемые там технологии не стали недоступными для воспроизводства в России. В то же время постоянное обновление парка оборудования за рубежом, его совершенствование с переходом от поколения к поколению с периодом 3-5 лет привело к отставанию технических возможностей российских производителей за последние 10 лет на два-три поколения. Это ставит отечественное производство ПП в неконкурентоспособное положение даже на внутреннем рынке, особенно для конструкций электронных модулей с высо-коинтегрированными компонентами.
Оценка сообщений, сделанных на конференции по поводу предложений технологического оборудования на российском рынке, по существу подтвердила выводы Терешкина В.А. Два доклада производителей оборудования для ПП (Кушнир В.И., ОАО «Темп», г. Хмельницкий, Украина и Олейник В.И., РПТИ, г. Рязань) не продемонстрировали элементов новизны в проектировании и производстве. Лишь в докладе Решетникова А.М. (АООТ «НИТИ-Тесар», г. Саратов) была показана возможность промышленной реализации металлизации ПП в горизонтальных линиях с использованием термолиза гипофосфита меди. Однако и этот процесс не доведен до возможности реализации плат высокого класса точности и не получил достаточной обкатки в производстве.
На зарубежном рынке оборудования практикуются предложения second-hand. Таким образом в США пос-
ле восстановления и модернизации возвращается в производство 30…70% оборудования. Присутствие на зарубежном рынке second-hand-оборудования обусловлено объективными факторами: повышенным налогообложением оборудования старше 2.3 лет, что заставляет его обновлять; поощрение обновления парка оборудования в законодательном порядке; образование излишков при слиянии компаний; поступление дешевого оборудования на аукционы при банкротстве компаний. На эту тему по поводу предложений secondhand для российского рынка оборудования выступил представитель фирмы EQUIPMENT-TECHNOLOGIEST-WEST (США). Эта компания готовит российских специалистов для экспертизы старого оборудования и определения объемов работ по восстановлению и возможной модернизации. Восстановление состоит в демонтаже и транспортировке оборудования к месту восстановления, разборке, очистке, покраске, замене изношенных узлов, установке новых опций. Восстановленное оборудование дешевле нового на 40.50%. (EQUIPMENT-TECHNOLOGIEST-WEST второй раз восстанавливает оборудование на Ковровском электромеханическом заводе).
Об опыте реконструкции производства ПП рассказали Трофимов О.П. (ОАО «КЭМЗ», г. Ковров) и Григорьева Л.Н. (ОАО «Завод СПУ», г. Санкт-Петербург).
Доклад Ласкина А.В. (НПЦ «Альфа», г. Москва) о лазерном гравировании пленок с масочным покрытием для изготовления прецизионных фотошаблонов вызвал всеобщий интерес, обусловленный существенными преимуществами этого метода, состоящего в отсутствии «мокрых» процессов формирования изображения. Масочное покрытие удаляется лучом лазера, делая основу прозрачной. Это позволяет избежать деформации основы фотошаблона, сопутствующей обычным фотохимическим процессам. Эта отечественная система, названная LaserGraver, успешно используется в России, Западной Европе, США, Японии.
Состояние производства ламинатов на АОЗТ «Мол-давизолит» обрисовала Кохтарева Л.В. Главная новость: с 1998 г. на заводе сертифицирована система качества по ISO 9001 с аккредитациями ANSI-RAB (США) и DAR (Германия). На заводе функционирует научно-технический центр, разрабатывающий новые марки материалов, в том числе по заявкам потребителей. Завод сохранил традиционную номенклатуру материалов и воспроизвел под своими марками из-
Таблица 2. Эвтектические точки плавления бессвинцовых припоев
|
Бессвинцовый сплав |
Точка плавления, °C |
Смачиваемость |
|
Bi57Sn43 |
138 |
Хорошая |
|
Sn92Zn9 |
199 |
Удовлетворительная |
|
Sn95Ag4Cu |
217 |
Хорошая |
|
Sn96Ag4 |
221 |
Хорошая |
|
Sn99Cu |
227 |
Хорошая |
|
Sn95Sb5 |
234…240 |
Хорошая |
|
Sn63Pb37 |
183 |
Отличная |
вестные импортируемые материалы типа FR-4, G-10, FR-5 и другие. По заявкам потребителей производится поставка продукции с отметками «ОС», «ПЗ», «Авиа-техприемка». К сожалению «Молдавизолит» не ведет широкую рекламную кампанию, чтобы российский потребитель мог идентифицировать соответствие продукции завода с импортируемыми материалами.
Традиционно на рынке базовых материалов присутствуют известные российские фирмы, торгующие импортными материалами.
Широкий ряд химреактивов предлагает фирма «ЭЛМА» (г. Санкт-Петербург). Особенности технологических операций с использованием этих реактивов и специальных добавок охарактеризовала представитель фирмы Фантгоф Ж.Н.
Расходные материалы россий-ского производства на конференции были представлены слабо: «Медная фольга и аноды для производства ПП», Бобов С.С. (ЗАО «Кыштымский медеэлектролитный завод», г. Кыштым), «Абразивный инструмент для процессов подготовки поверхности ПП», Смирнов Р.Ф. (НПФ «Инкормат», г. Санкт-Петербург); «Сухая пленочная паяльная маска для производства ПП», Харин О.Р. (ОАО «Компания Славич», г. Переяславль-Залесский). И все!
Результаты технологических исследований представляли наиболее содержательную часть конференции. Представитель Shikoki Chemicals Corporation (Япония) провел сравнительные всесторонние исследования покрытий под пайку и подтвердил приемлемость органического защитного покрытия (ОЗП), которое используется в Японии уже свыше 20 лет наряду с горячим лужением. По данным докладчика, оно обеспечивает наибольшую прочность паяного соединения, является наиболее экономичным и экологически безопасным. Золото и серебро могли бы быть более надежными для паяемости, но текущие затраты при их применении гораздо выше, чем для ОЗП. Кроме того, при использовании покрытий золотом и серебром наблюдается сравнительно меньшая прочность паяных соединений и электромиграция серебра. Иммерсионное олово не получило такого широкого применения в Японии, как ОЗП.
Вторил этому доклад Карбасова Б.П «Гальваническое и иммерсионное серебрение в производстве ПП» (ООО «КААС», г. Санкт-Петербург). На серебряное покрытие можно наносить маску. Паяемость его сохраняется более двух лет. На покрытиях серебром меньше, чем для других покрытий, сказывается скин-эффект для СВЧ устройств. Фирма предлагает серебросодержащие концентраты, не подлежащие надзору Пробирной Палаты.
Представитель International Supplies S.p.A. (Италия) привел результаты исследований процессов очистки и подготовки поверхности меди применительно к производству прецизионных ПП. Сравнивались два наиболее распространенных в настоящее время абразива: пемза и оксид алюминия. Пемза имеет высокую пористость и чрезвычайно легка. Ее плотность равна 1. Плотность оксида алюминия — 4. Это позволяет легко отделять его в шламоотстойнике и полностью возвращать в процесс. При этом более легкие продукты загрязнений с поверхности ПП уносятся потоком воды, так что оксид алюминия всегда остается чистым для многократного использования.
Еще одно существенное преимущество оксида алюминия состоит в том, что его острые края не притупляются при многократном использовании. Его твердость — 9 по шкале Мооса, для пемзы этот показатель — 5.
Конструктивно-технологическим аспектам обеспечения надежности ПП был посвящен доклад Медведева А.М. (МГАИ, г. Москва). В докладе рассматривались требования к вооруженности производства для обеспечения высокого класса точности, требования к выбору материалов, вопросы технологического обеспечения надежности функционирования линий связи, механизмы отказов МПП и меры по их предотвращению, требования к металлопокрытиям и электроизоляции для обеспечения надежности паяных соединений и ресурса электронных изделий.
В системе обеспечения и поддержания качества актуальна автоматизация процессов анализа и управления процессами. Автоматический и лабораторный контроль электролитов для нанесения металлов и сплавов описал Ермаков С.С. (ЗАО «Аналитприбор», Санкт-Петербург). Для контроля электролитов меднения, золочения и кобальтирования «Аналитприбор» предлагает соответствующие методики и приборы с компьютерным управлением.
Относительно новую для российской электронной индустрии технологию покрытия изложила Ширшова В.А. (ЦНИИ «Гранит», г. Москва). Она состоит в нанесении вакуум-пиролитической полимеризации цикло-ди-^ксилиленов в полипараксилиленовую пленку. Эта пленка (парилен) обладает уникальной укрывистостью и исключительной влаго- и газонепроницаемостью при толщине 5.10 мкм. Технология покрытия париленом реализуется в специальных вакуумных реакторах и относительна дорога в реализации. Ее использование ограничено электронными изделиями, предназначенными для экстремальных условий эксплуатации.
Кроме возможности получить свежую информацию, конференция была полезна для российских производителей ПП, поставщиков оборудования и материалов еще и тем, что позволила близко сойтись специалистам-технологам в оценке состояния производства и обсудить пути решения наших внутренних проблем. Она создала благоприятные возможности бескорыстно поделиться личным опытом выхода из многочисленных за-труднительных ситуаций в производстве, что так свойственно русским специалистам.