
Металлизация отверстий печатных плат
Валентин Терешкин, ген. директор СПбЦ «ЭЛМА»
Лилия Григорьева, заместитель ген. директора СПбЦ «ЭЛМА»
Жанетта Фантгоф, ведущий специалист СПбЦ «ЭЛМА»
Процессы металлизации отверстий являются неотъемлемой частью производства печатных плат (ПП) и от качества их выполнения в значительной степени зависит надежность изделий. Зарубежные специалисты в области надежности сквозных и глухих межслойных соединений показали, что долговременная надежность в значительной степени определяется качеством и однородностью меди, осажденной в отверстии. При этом критическим фактором успешного осаждения однородного слоя меди в сквозном или глухом отверстии является процесс металлизации, предшествующий нанесению гальванической меди.
Именно процесс так называемой предварительной металлизации, при котором в отверстиях образуется тонкий проводящий слой, определяет сплошность гальванической меди и адгезию столба металлизации к стенкам отверстий [1]. Для получения тонкого проводящего слоя может использоваться процесс химического меднения или процесс «прямой металлизации». Каждый из этих процессов имеет свои особенности.
Химическое меднение
В течение последних нескольких десятков лет в промышленности ПП для придания проводимости отверстиям, в основном, использовалась химически осаждаемая медь.
Изучению механизма и кинетики процесса химического меднения посвящены работы многих исследователей. Среди них можно отметить, например, работу [2]. По представлениям автора процесс химического меднения имеет электрохимическую природу, на что указывает сильная зависимость скорости меднения от потенциала поверхности. Протекание процесса осуществляется вследствие образования на реакционной поверхности множества микрогальванопар из двух совмещенных стадий: катодной (выделения металла) и анодной (окисления восстановителя). Скорость процесса контролируется его анодной стадией.
Процесс химического меднения всегда сопровождается выделением водорода, объем которого эквивалентен количеству осажденной меди. Это указывает на совмещенность процессов выделения меди и водорода. Протекание последнего при потенциалах более положительных, чем потенциал водородного электрода в растворах меднения, свидетельствует о том, что выделение водорода происходит не по электрохимическому механизму из молекул воды, а обусловлено реагированием формальдегида на поверхности металла с образованием электрохимически активного промежуточного вещества и атомарного водорода [3].
Согласно данным этого автора анодная стадия процесса химического меднения суммарно может быть выражена реакцией:
СН20 + 20Н» — е н>
н> НСОО— + 0,5Н2 + Н20.
Суммарная же полезная реакция процесса химического меднения записывается уравнением:
Си2+ + 2СН20 + 40Н— н>
н> Си + Н2 + 2НС00— + 2Н20.
Формальдегид расходуется еще при реакции его диспропорциони-рования (реакция Канницаро) — его совмещенного окисления и восстановления.
2СН20 + №0Н н>
н> НС00№ + СН30Н.
Эта реакция протекает как при эксплуатации ванн меднения, так и при их бездействии. При правильно организованном процессе химического меднения доля расхода формальдегида на полезный процесс меднения будет составлять более 90%.
За все годы использования технология химического осаждения меди непрерывно совершенствовалась, и сейчас имеются надежные процессы для изготовления плат со сквозными и глухими металлизированными отверстиями. К таким процессам относится процесс ЭЛХМ 200.
Основные этапы процесса химического меднения ЭЛХМ 200 и режимы обработки показаны в таблице 1.
Таблица 1. Основные этапы процесса химического меднения ЭЛХМ 200 и режимы обработки
|
Основные этапы процесса химического меднения ЭЛХМ 200 |
Т процесса, ^ |
Время обработки, мин |
|
|
1. |
Кондиционирование ЭЛХМ 201 |
60…65 |
5.6 |
|
2. |
Микротравление ЭЛХМ 202 |
18…25 |
1.2 |
|
3. |
Предактивация ЭЛХМ 203 |
18…25 |
0,5.1 |
|
4. |
Активация ЭЛХМ 204 |
40…45 |
4.5 |
|
5. |
Химическое меднение ЭЛХМ 205 |
40…45 |
20 |
КОНДИЦИОНИРОВАНИЕ
Кондиционер ЭЛХМ 201 — многокомпонентная система, которая является хорошим очистителем поверхности. 0дновременно состав снимает статические электрические заряды, а также «разрыхляет» поверхность для максимально эффективной адсорбции палладия в растворе активации.
МИКРОТРАВЛЕНИЕ
Назначение этой операции — создание шероховатости поверхности меди, которая обеспечит максимальную адгезию последующих слоев. Раствор ЭЛХМ 202 создает светлую матово-розовую, микрошероховатую поверхность. К его достоинствам следует отнести постоянную скорость травления, что не может обеспечить, к примеру, классический раствор травления на основе персульфата аммония. Микротравитель ЭЛХМ 202 не содержит аммонийной группы, которая, являясь комплексообразовате-лем, при попадании в сточные воды связывает металлы в трудно разлагаемые соединения, что затрудняет их переработку.
ПРЕДАКТИВАЦИЯ
0перация предназначена для устранения возможности загрязнения активатора. После обработки в растворе предактивации заготовки ПП сразу, без промывки, погружаются в активатор.
АКТИВАЦИЯ
Назначение ванны активирования — создание на диэлектрике центров активации в виде частиц металлического палладия, которые являются катализатором процесса химического меднения.
В рабочем растворе оловянно-пал-ладиевого активатора поддерживается концентрация палладия по металлу 0,05…0,07 г/л. Такая низкая концентрация хлористого палладия в сочетании с устойчивым комплексом делает раствор активации очень стабильным. В 1 литре концентрата ЭЛХМ 204Б в режиме корректировки можно обработать ~100 м2 поверхности. При этом не требуется периодическое прогревание активатора при температурах порядка 90°С.
После активации во время интенсивной промывки плат проточной водой происходит химическая реакция гидролиза олова и адсорбция палладия на поверхности диэлектрика. Не рекомендуется использовать ванны-сборники для улавливания палладия. В ваннах-сборниках происходит быстрое подкисление среды, и гидролиз солей олова начинает тормозиться. Каталитическая активность поверхности диэлектрика снижается.
Достоинством использования раствора с низким содержанием палладия является также существенная экономия драгметалла.
ХИМИЧЕСКОЕ МЕДНЕНИЕ
В растворе химического меднения ЭЛХМ 205, как и в подавляющем большинстве растворов, процесс восстановления меди происходит под действием формальдегида в щелочной среде. Во избежание осаждения меди в виде гидроокисей ионы меди связаны комплексообразова-телем.
Процесс является автокаталитическим, т.е. начинается под действием катализатора — металлического палладия, а затем образовавшиеся центры меди сами катализируют дальнейшее выделение меди.
В состав раствора ЭЛХМ 205 входят следующие вещества:
— соль меди;
— комплексообразователь;
— восстановитель;
— стабилизатор.
Основные технические характеристики раствора приведены в таблице 2.
Таблица 2. Основные технические характеристики раствора ЭЛХМ 205
|
рН |
12,8—13,0 |
|
Рабочая температура, °С |
25.30 и 40.45 |
|
Время выдержки, мин |
15.20 |
|
Плотность загрузки, дм2/л |
0,5.5 |
|
Скорость осаждения |
0,6…1 мкм за 20 мин при температуре 25…30°С и 1…1.5 мкм при температуре 40…45°С |
Необходимо перемешивание раствора воздухом для равномерного распределения температуры и концентраций, а также для предотвращения восстановления ионов меди до металлической, которая может стать инициатором разложения раствора в объеме ванны.
Раствор ЭЛХМ 205 отличается более высокой стабильностью по сравнению с традиционными растворами на основе К-, Ка-виннокислого или динатриевой соли ЭДТА за счет применения нового комплексообразова-теля и низких рабочих концентраций компонентов раствора. Поскольку раствор стабильный, нет необходимости в его постоянной фильтрации, достаточно это делать 1-2 раза в неделю.
Преимущества раствора ЭЛХМ 205 перед традиционными растворами на основе сегнетовой соли или динатри-евой соли ЭДТА:
— осадок меди мелкокристаллический, светлый, легко контролируется в отверстиях;
— покрывает одинаково хорошо как эпоксидную смолу, так и стекло;
— можно использовать любой де-смиринг-процесс;
— высокая стабильность процесса, не требуется фильтрация, медь не осаждается на стенки ванны;
— низкие рабочие концентрации компонентов, что облегчает очистку сточных вод.
ПРЯМАЯ МЕТАЛЛИЗАЦИЯ ПЕЧАТНЫХ ПЛАТ
Как было указано выше, процесс химического осаждения меди сопровождается процессом выделения водорода. У исследователей [1] существует точка зрения, что этот побочный продукт препятствует сплошному и однородному осаждению меди. Пузырьки водорода могут приводить к образованию раковин или просто делать осаждаемый слой более тонким, что впоследствии будет влиять на гальваническое осаждение меди.
Проблема образования газовых пузырьков в значительной степени решается путем модификации потоков раствора и конструкции оборудования. 0днако считать ее полностью решаемой таким способом нельзя.
Один из постоянно дискутируемых вопросов при анализе качества металлизации по шлифам: является ли браковочным признаком наличие разделительного слоя между стенкой металлизированного отверстия и слоем металлизации. Этот разделительный слой проявляется как черная линия на микрошлифе в технологии химической металлизации (обычно при толщинах химической меди 0,5.1 мкм) между химической медью и фольгой или между химической и гальванической медью.
Исследования IPC (Американского института печатных схем) качества ПП [4], изготовленных с применением ряда технологий прямой металлизации, показали отсутствие на микрошлифах разделительного слоя.
Недостатком технологии с применением химического меднения является необходимость использования и, соответственно, необходимость слива растворов, содержащих соли меди, комплексообразователи, а также формальдегид, относящийся к канцерогенам.
Забота об экологии и задача снижения стоимости производства печатных плат побуждали и побуждают разработчиков технологии искать процессы, исключающие химическое меднение. В результате поисков в этом направлении были разработаны процессы прямой металлизации.
Суть этих процессов состоит в том, что проводимость диэлектрических стенок отверстий создается уже на стадии активации, которая осуществляется и в традиционном процессе перед химическим меднением, а сам процесс химического осаждения меди исключается. Проводимость полученного при такой специфической активации слоя достаточна для дальнейшего гальванического наращивания медного столба в отверстиях ПП.
Процессы прямой металлизации, созданные разными фирмами, различаются типом активатора. Есть активаторы на основе графита, углерода, органических соединений. Наиболее близкими к традиционному процессу являются процессы с использованием оловянно-палладиевого активатора.
Назначение олова в оловянно-пал-ладиевых активаторах состоит в стабилизации палладиевого коллоида. После адсорбции оловянно-палладие-вого коллоида на поверхности олово удаляется.
В промышленности используются два варианта оловянно-палладиевой технологии, отличающиеся друг от друга способами повышения проводимости адсорбированного палладия. В одной технологии применяется медесодержащий ускоритель, который обеспечивает осаждение меди на частицы палладия в процессе удаления олова. В другом варианте после адсорб ции оловянно-палладиевого активатора следует обработка, при которой олово удаляется, а на поверхности образуется палладиево-суль-фидная пленка.
В сравнении с различными системами прямой металлизации, оловян-но-палладиевые наиболее близки к традиционно используемым в производстве ПП. 0ловянно-палладиевой является и отечественная система прямой металлизации ПМ 300. 0с-новные этапы процесса ПМ 300 и используемые материалы печатных плат приведены в таблице 3.
Таблица 3. Основные этапы процесса ПМ 300 и используемые материалы
|
Основные этапы процесса ПМ 300 |
Используемые материалы |
Температура, °C |
Время обработки, мин |
Примечание |
|
Кондиционирование |
ПМ 302 |
70…80 |
5.7 |
Кондиционер ПМ 302 подготавливает поверхность меди и диэлектрических стенок отверстий и создает условия для наилучшего осаждения проводящего слоя при выполнении последующей металлизации |
|
Предметаллизация |
ПМ 303 |
18…25 |
1 |
Состав ПМ 303 представляет собой специальный оловянно-палладиевый активатор, который эффективно сорбируется на стенках отверстий, образуя необходимое количество активных центров проводящего слоя. |
|
Металлизация |
ПМ 304 |
40…45 |
5.7 |
— |
|
Ускорение |
ПМ 305 |
В ускорителе ПМ 305 завершается формирование проводящего слоя, непосредственно по которому затем гальванически осаждается медь. |
||
|
Обработка в растворе Н2Б04 |
Раствор H2SO4 |
18…25 |
1.2 |
— |
Применение процесса прямой металлизации ПМ 300 позволяет отказаться от использования в производстве ПП формальдегида и сильных комплексообразователей, затрудняющих обработку стоков, уменьшить слив растворов, содержащих медь, и сократить время процесса.
Как показывает мировой опыт, в настоящее время в производстве печатных плат для создания проводящего слоя в отверстиях широко используются, как различные варианты процесса прямой металлизации, так и химическое меднение. Использование процесса химического меднения в значительной степени связано с консервативностью производителей, не желающих отказываться от хорошо отлаженного процесса.
И, как показывает мировой опыт, подтвержденный испытаниями IPC, с точки зрения качества получения проводящего слоя в отверстиях, оба варианта имеют право на жизнь.
Представляемые фирмой СПбЦ «ЭЛМА» процессы химического меднения «ЭЛХМ 200» и прямой металлизации «ПМ 300» позволят производителю печатных плат выбрать интересующий его вариант и обеспечить высокое качество продукции.
Процессы металлизации СПбЦ «ЭЛМА» успешно работают в линиях «Элгамет» (см. рис. 1). Основные конструктивные решения в линиях «Элгамет»:
— каркасная рама и рама привода качания из нержавеющего профиля;
— качание подвески под 45°;
— ванны и трубопроводная арматура из полипропилена;
— ванны оснащены устройствами непрерывной фильтрации, циркуляции и др.;
— промывочные ванны — каскадные (сокращение расхода воды в 2 раза);
— автоматический контроль и поддержание технологических параметров;
— независимая установка тока при металлизации на каждую сторону плат;
— все исполнительные механизмы и электронные устройства повышенной надежности зарубежного производства;
— компоновка линий по заданию потребителей.
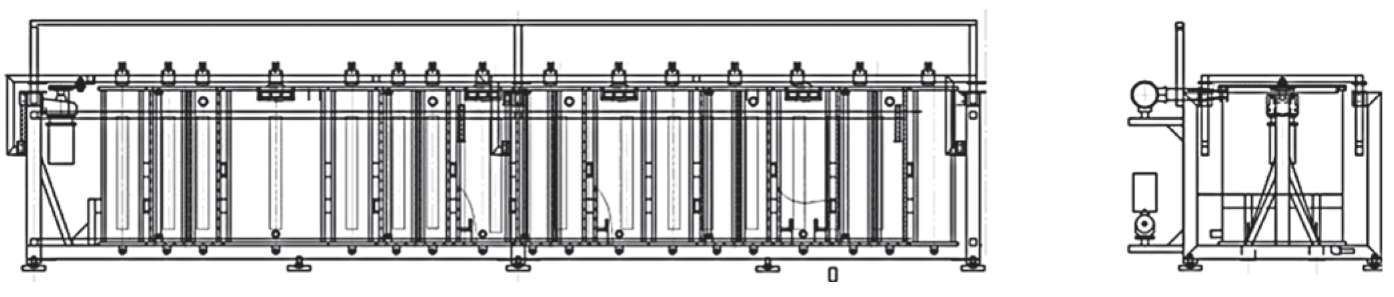
Рис. 1. Схема линии «Элгамет»
Технические параметры типовой линии приведены в таблице 4. Возможно изготовление и поставка линии с техническими параметрами заказчика.
Таблица 4. Технические параметры типовой линии
|
Макс. размер обрабатываемых заготовок, мм |
400 х 500 |
|
Виды металлизируемых ПП |
ДПП, МПП |
|
до 5 кл |
|
|
Габариты типовой линии: — с гальванической затяжкой; — без гальванической затяжки |
4300 х1100 х1100 3100 х1100 х1100 |
|
Производительность, с затяжкой/без затяжки, заг./час |
4/6 |
ЛИТЕРАТУРА
1. The Board Autority, Vol.2, №1, 2000г.
2. Химическая технология в производстве радиоэлектронных деталей, Изд. «Радио и связь», Москва, 1988г.
3. Электрохимия, т. 2, №6, 1984г.
4. USEPA IPC Исследование в соответствии с программой по защите окружающей среды. Представление результатов создания токопроводящих отверстий, 1996г.